Blanking is a metal stamping operation by which the sheet metal is punched to get the required outer profile of the sheet metal component.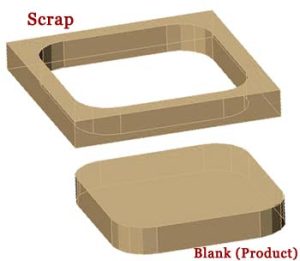 During the blanking process the blanking punch penetrates into the sheet metal and forces the material into the blanking die. The portion of the sheet Metal which comes out through the blanking die opening is the component with the required profile. Hence it is important that the dimension of the blanking die profile is equal to the dimension of the component profile. In blanking tools the cutting clearance is given on the blanking punch.
During the blanking process the blanking punch penetrates into the sheet metal and forces the material into the blanking die. The portion of the sheet Metal which comes out through the blanking die opening is the component with the required profile. Hence it is important that the dimension of the blanking die profile is equal to the dimension of the component profile. In blanking tools the cutting clearance is given on the blanking punch.
Types of Blanking Dies
Blanking dies can be a single stage press tool where the component is produced in each stroke of the blanking press. In single stage blanking tools there could be many stamping operations done prior to the blanking or those operations could be done after blanking depending upon the complexity of the blanking profile of the part, sheet thickness, dimensional importance of different stamping operations required to produce the final component etc.
In progressive blanking press tools, stamping operations like piercing, bending and forming are done in various stages prior to the blanking stage. In the blanking stage the final component is punched through the blanking die.
Blanking Die Design
See the below drawing for a simple blanking die design. The portion of the sheet metal which is punched through the die is the blank or the component.
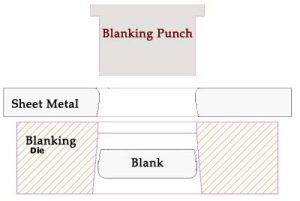
Blanking Die
Note that the blanking die is provided with an angular relief after a certain length of straight land. This is to ensure that blanks which are punched through the blanking do not get stacked up inside the die. Otherwise the blanks get accumulated through thickness of the blanking die and can cause damage to the blanking tool. As a general rule the straight land is 3 mm for sheet thickness lesser than 3mm and for sheet metals above 3 mm thickness, the straight land can be equal to one sheet thickness. The amount of angular relief is normally from 0° 30′ to 1° per side.